

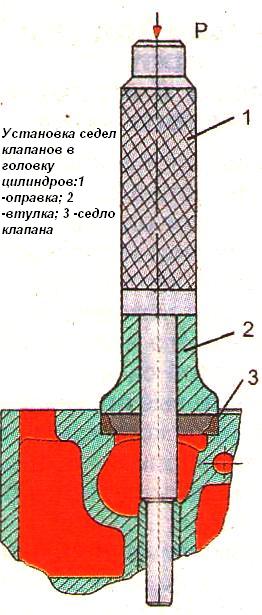
При необходимости замены седел клапанов следует пользоваться комплектом специальных оправок, показанных на рис. 1.
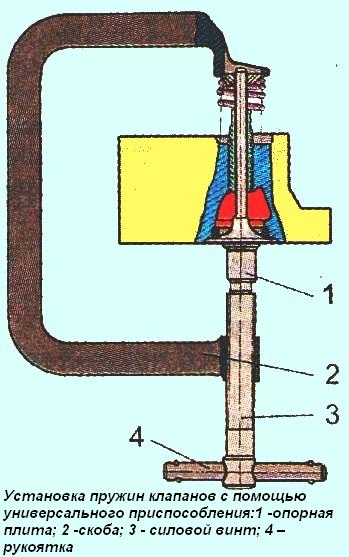
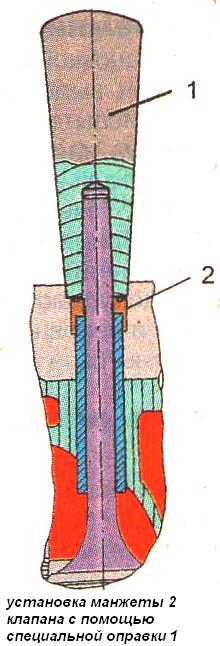
Установку пружин клапанов и манжет клапана рекомендуется производить с помощью специального приспособления и оправки, показанных на рисунке 2 и 3.
Прокладки головки цилиндров должны быть смазаны с двух сторон графитовой пастой, состоящей из 60 % моторного масла и 40 % графита (по массе).
На металлические окантовки отверстий под гильзы должны быть надеты фторопластовые кольца.
Штанги толкателей следует установить в отверстия головок цилиндров так, чтобы наконечники штанг вошли в углубления толкателей.
При установке клапанного механизма сферы регулировочных винтов должны быть совмещены с наконечниками штанг.
Гайки шпилек и болты крепления клапанного механизма должны быть затянуты до отказа.
Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле должен быть:
Регулировку надо производить в следующей последовательности:
— провернуть коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулировать зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора).
Затем повернуть коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулировать зазоры в первом, втором, третьем и пятом клапанах.
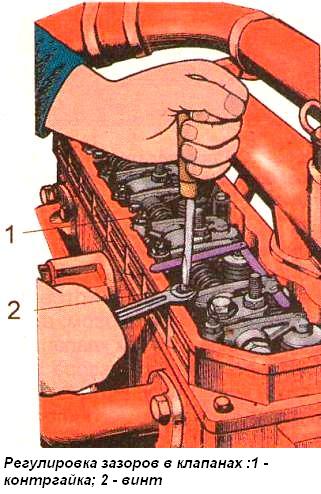
Для регулировки зазора отпустить контргайку винта на коромысле регулируемого клапана (рис. 5) и, поворачивая винт, установить необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора надо затянуть контргайку.
По окончании регулировки зазора в клапанах поставить колпак крышки головки цилиндров.
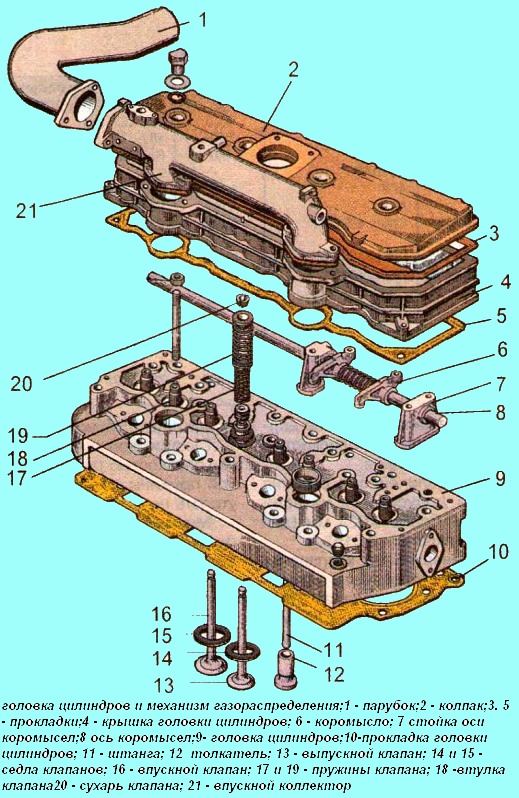
Сборочные детали головки дизеля Д-245.12 (рис. 6).
Проверку затяжки болтов крепления головки цилиндров нужно производить после обкатки и через каждые 40тыс. км пробега на прогретом дизеле.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а так же после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазоры клапанов нужно проверять при температуре не более 60°С.
Блок цилиндров Д-260
Блок цилиндров двигателя Д-260 трактора МТЗ-1221 является основной
корпусной деталью и выполнен в виде моноблока, представляет собой
жесткую чугунную отливку. В расточках блока установлены шесть
съемных гильз, изготовленных из специального чугуна.
Гильза
устанавливается в блок цилиндров по двум центрирующим поясам. В
верхнем поясе гильза закрепляется буртом, в нижнем — уплотняется
двумя резиновыми кольцами, размещенными в канавках блока цилиндров.
Между стенками блока цилиндров и гильзами циркулирует
охлаждающая жидкость. Поперечные перегородки блока цилиндров имеют
приливы, предназначенные для образования опор коленчатого вала. На
эти приливы установлены крышки.
Приливы вместе с крышками образуют
постели для коренных подшипников. Постели под вкладыши коренных
подшипников расточены с одной установки в сборе с крышками. Менять
крышки местами не допускается.
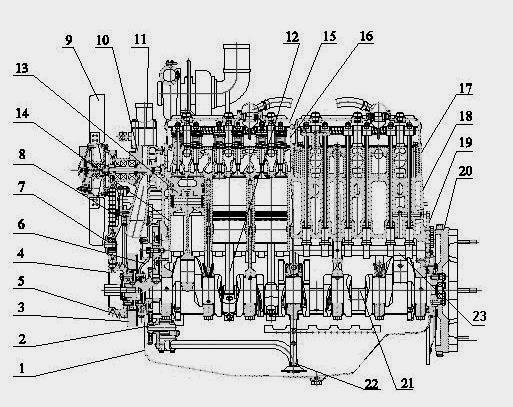
Дизельный
двигатель Д-260 ММЗ
1 – масляный картер; 2 – масляный насос; 3 – демпфер; 4 – шкив
коленчатого вала; 5 – ремень вентилятора; 6 – крышка распределения;
7 – шкив натяжной; 8 – форсунка для охлаждения поршня; 9 –
вентилятор; 10 – водяной насос; 11 – корпус термостатов; 12 – шатун;
13 – поршень; 14 – гильза цилиндров; 15 –колпак; 16 крышка головки
цилиндров; 17 – головка цилиндров; 18 – блок цилиндров; 19 – задний
лист; 20 – маховик; 21 – коленчатый вал; 22 – маслоприемник; 23 –
распределительный вал.
Блок цилиндров МТЗ-1221 имеет продольный масляный канал, от которого по
поперечным каналам масло подводится к коренным подшипникам
коленчатого вала, а затем к шейкам распределительного вала и
форсункам для охлаждения поршней.
Форсунки для охлаждения поршней
установлены в блоке цилиндров в верхней части второй, четвертой и
шестой опор коленчатого вала. На водораспределительном канале блока
цилиндров имеется площадка для установки жидкостно-масляного
теплообменника. Подвод и отвод масла от теплообменника
осуществляется по каналам в блоке.
Для повышения жесткости нижняя плоскость блока цилиндров двигателя
Д-260 смещена вниз на 80 мм относительно оси коленчатого вала.
К
переднему торцу блока прикреплен стальной щит распределения и крышка
распределения, а к заднему — стальной лист, посредством которого
дизель соединяется с остовом трактора МТЗ-1221. Передней опорой
дизеля служат два кронштейна, установленные на боковых поверхностях
блока цилиндров. Снизу блок цилиндров закрыт масляным картером.
Головки блока цилиндров Д-260
Головка блока цилиндров Д-260 отлита из чугуна (одна головка на три
цилиндра) — взаимозаменяемые. Во внутренних полостях головок
цилиндров имеются впускные и выпускные каналы, закрываемые
клапанами.
Для обеспечения отвода тепла головки цилиндров имеют
внутренние полости, в которых циркулирует охлаждающая жидкость.
Головки цилиндров имеют вставные седла клапанов, изготовленные из
жаропрочного и износостойкого сплава.
На головках цилиндров трактора МТЗ-1221 устанавливаются форсунки (по 3 на каждую
головку), стойки, оси коромысел с коромыслами, крышки головок и
колпаки крышек, закрывающие клапанный механизм. Для уплотнения
разъема между головками и блоком цилиндров установлена прокладка из
безасбестового полотна.
Отверстия для гильз цилиндров и масляного
канала окантованы листовой сталью. При сборке дизеля цилиндровые
отверстия прокладки дополнительно окантовываются фторопластовыми
кольцами.
Проверка затяжки болтов крепления головок блока цилиндров
Д-260
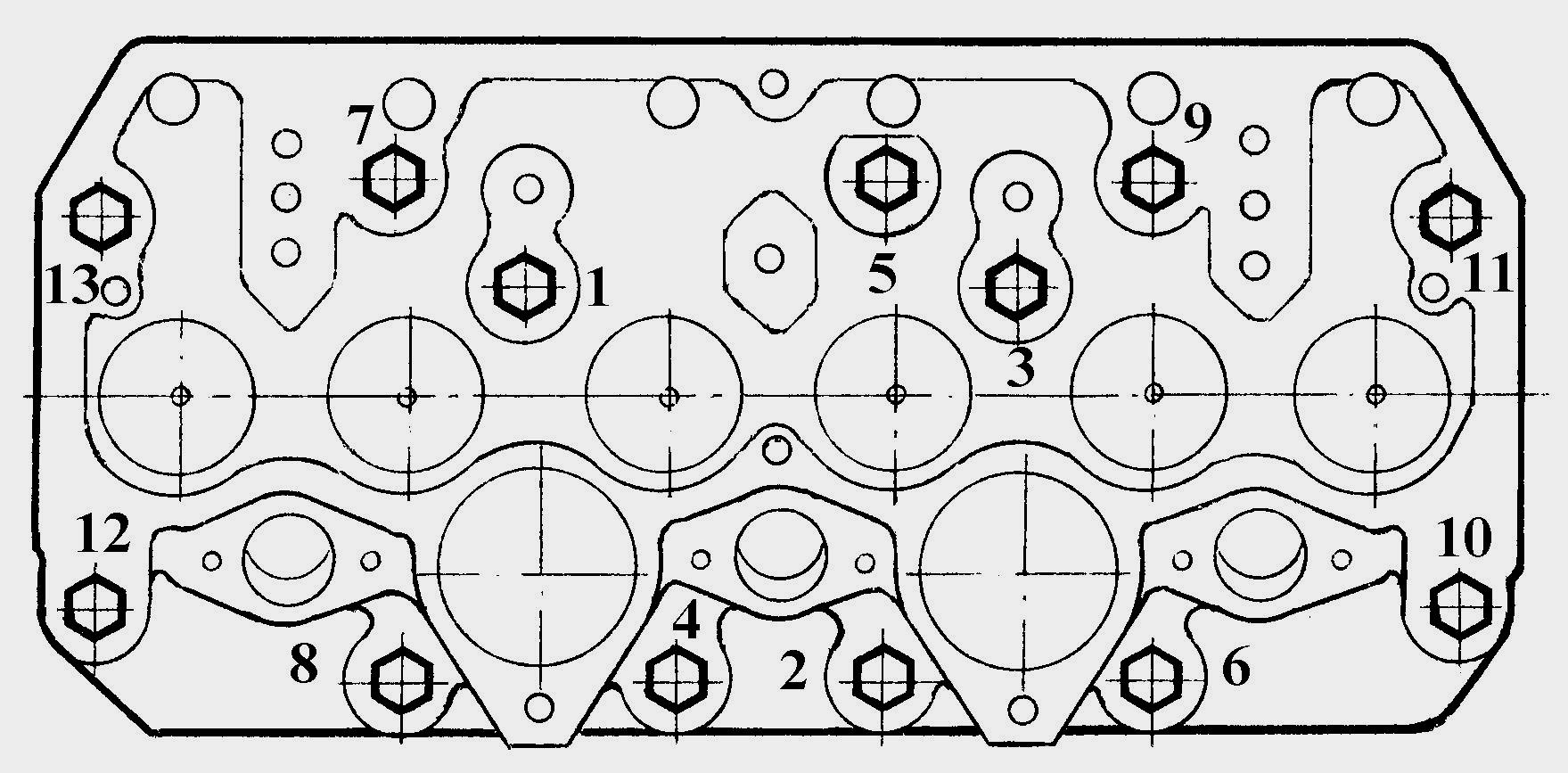
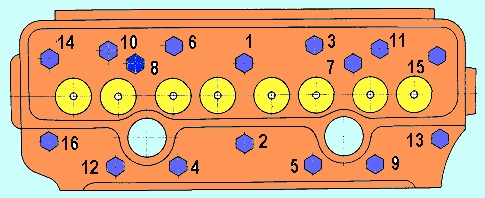
Рис.1 —
Схема последовательности затяжки болтов крепления головки цилиндров
Проверку затяжки болтов крепления головок цилиндров двигателя Д-260
трактора МТЗ-1221 производите по окончании обкатки и через 1000
часов работы на прогретом дизеле в следующей последовательности:
— снимите колпаки и крышки головок цилиндров;
— снимите оси коромысел с коромыслами и стойками;
— динамометрическим ключом произведите затяжку всех болтов крепления
головок цилиндров, предварительно отпустив их на 1/6 оборота,
моментом 200:10 Нм в последовательности, указанной на рис.1.
После проверки затяжки болтов крепления головок цилиндров установите
на место оси коромысел и отрегулируйте зазор между коромыслами и
клапанами. Установите на место крышки головок цилиндров и колпаки
крышек.
Кривошипно-шатунный механизм двигателя Д-260
Основными деталями кривошипно-шатунного механизма являются:
коленчатый вал с коренными и шатунными подшипниками, маховик, поршни
с поршневыми кольцами и пальцами, шатуны.
Коленвал Д-260 трактора МТЗ-1221 — стальной, имеет семь коренных и
шесть шатунных шеек. Для уменьшения нагрузок на подшипники от сил
инерции на первой, шестой, седьмой и двенадцатой щеках коленчатого
вала устанавливаются съемные противовесы.
В шатунных шейках имеются
полости для дополнительной центробежной очистки масла. Полости шеек
закрыты резьбовыми заглушками.
Осевое усилие коленвала Д-260 и в
расточках блока цилиндров и крышки четвертого коренного подшипника.
Впереди и сзади коленчатый вал уплотняется манжетами.
На передний
конец вала устанавливаются: с натягом шестерня привода механизма
газораспределения (шестерня коленчатого вала) и шестерня привода
масляного насоса, шкив привода водяного насоса, генератора,
компрессора кондиционера воздуха (на тракторе МТЗ-1221). Для
снижения уровня крутильных колебаний коленчатого вала на
ступице шкива установлен демпфер силиконовый.
Поршень двигателя Д-260 ММЗ изготовлен из алюминиевого сплава. В
днище поршня выполнена камера сгорания. В верхней части поршень
имеет три канавки — в первые две устанавливаются компрессионные
кольца, в третью — маслосъемное кольцо с расширителем.
Поршневой
палец полый, изготовлен из хромоникелевой стали. Осевое перемещение
пальца в бобышках поршня ограничивается стопорными кольцами.
Шатун двигателя Д-260 ММЗ — стальной, двутаврового сечения. В
верхнюю головку его запрессована втулка. Для смазки поршневого
пальца в верхней головке шатуна и втулке имеется отверстие. Расточка
нижней головки шатуна под вкладыши производится в сборе с крышкой.
Шатун и крышка имеют одинаковые номера, набитые на их поверхностях.
Крышки шатунов не взаимозаменяемы. Кроме того, шатуны имеют весовые
группы по массе верхней и нижней головок. Обозначение группы по
массе наносится на торцовой поверхности верхней головки шатуна. На
дизеле МТЗ-1221 должны быть установлены шатуны одной группы.
Вкладыши коренных и шатунных подшипников коленвала Д-260
тонкостенные, изготовленные из биметаллической полосы. По
внутреннему диаметру вкладыши изготавливаются двух размеров в
соответствии с номиналом шеек коленчатого вала. Маховик изготовлен
из чугуна, крепится к фланцу коленчатого вала болтами. На маховик
напрессован стальной зубчатый венец.
Механизм газораспределения (ГРМ) Д-260
Механизм газораспределения ГРМ дизеля Д-260 ММЗ состоит из шестерен,
распределительного вала, впускных и выпускных клапанов, а также
деталей их установки и привода: толкателей, штанг, коромысел,
регулировочных винтов с гайками, тарелок, сухариков, пружин, стоек и
осей коромысел.
Распредвал — четырехопорный, получает вращение от коленчатого
вала через шестерни распределения. Толкатели — стальные, имеют
сферические донышки с наплавкой спецчугуном. Кулачки
распределительного вала изготовлены с небольшим уклоном, за счет
этого толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая
часть, входящая внутрь толкателя, и чашка штанги закалены.
Коромысла
клапанов стальные, качаются на оси, установленной в стойках. Ось
коромысел полая, имеет шесть радиальных отверстий для смазки
коромысел. Перемещение коромысел вдоль оси ограничивается распорными
пружинами.
Впускные и выпускные клапаны Д-260 изготовлены из жаропрочной стали,
перемещаются в направляющих втулках, запрессованных в головки
цилиндров. Каждый клапан закрывается под действием двух пружин:
наружной и внутренней, которые закреплены на его стержне при помощи
тарелки и сухариков.
Уплотнительные манжеты, установленные на направляющие втулки
клапанов, исключают попадание масла в цилиндры дизеля через зазоры
между стержнями клапанов и направляющими втулками. Шестерни
распределения двигателя МТЗ-1221 размещены в картере, образованном
щитом распределения, прикрепленным к блоку цилиндров, и крышкой
распределения.
Проверка зазора между клапанами и коромыслами двигателя Д-260
Проверку и регулировку зазоров между клапанами и коромыслами
двигателя Д-260 трактора МТЗ-1221 производите через 500 часов работы после проверки
затяжки болтов крепления головок цилиндров или, при необходимости,
на непрогретом дизеле (температура воды и масла должны быть не более
60С).
Величина зазора между торцами стержней клапанов и бойками
коромысел должна быть 0,25 мм для впускных и 0,45 мм для выпускных
клапанов.
При регулировке зазор между торцем стержня клапана и бойком
коромысла на непрогретом дизеле Д-260 устанавливайте:
— впускные клапаны — 0,25 мм;
— выпускные клапаны — 0,45 мм;
Регулировку производите в следующей последовательности:
— снимите колпаки крышек головок цилиндров и проверьте затяжку
болтов и гаек крепления стоек осей коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом
цилиндре (впускной клапан первого цилиндра начинает открываться, а
выпускной заканчивает закрываться);
— отрегулируйте зазоры в третьем, пятом, седьмом, десятом,
одиннадцатом и двенадцатом клапанах (считая от вентилятора), затем
проверните коленчатый вал на один оборот, установив перекрытие в
шестом цилиндре, и отрегулируйте зазоры в первом, втором, четвертом,
шестом, восьмом и девятом клапанах.
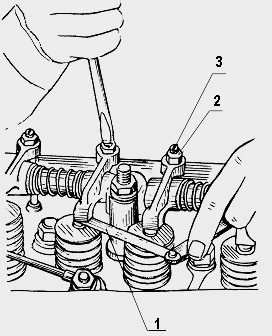
Рис.2 — Регулировка зазора в клапанах
Д-260 МТЗ-1221
1 – щуп; 2- контргайка; 3 – регулировочный винт
Для регулировки зазора зазоров между клапанами и коромыслами
двигателя отпустите в соответствии с рис.2 контргайку 2
регулировочного винта 3 и, вворачивая или выворачивая винт,
установите между бойком коромысла и торцом стержня клапана
необходимый зазор по щупу 1.
После установки зазора затяните
контргайку и снова проверьте зазор щупом проворачивая штангу. По
окончании регулировки зазора в клапанах поставьте на место колпаки
крышек головок цилиндров.
Клапаны можно регулировать также на каждом цилиндре при
положении поршня в верхней мертвой точке. Для этого проверните
коленвал до момента установки поршня первого цилиндра в верхнюю
мертвую точку, соответствующую концу такта сжатия и отрегулируйте
зазор в клапанах первого цилиндра.
Проверните коленчатый вал на 1/3
оборота и отрегулируйте зазор в клапанах пятого цилиндра, т.е. зазор
в клапанах регулируйте в последовательности, соответствующей порядку
работы цилиндров (1-5-3-6-2-4), проворачивая коленчатый вал на 1/3
оборота по ходу часовой стрелки.
Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.

- Важность правильной затяжки ГБЦ
- Проверка зазора между клапанами и коромыслами
- Подготовка стягиваемой поверхности блока и головки
- Установка прокладки и ГБЦ на блок
- Порядок затяжки ГБЦ и усилие затяжки
- ЗИЛ-5301. Проверка затяжки головки блока цилиндров и регулировка клапанов Д-245Е3
- Контрольная, повторная обтяжка ГБЦ
- Проверка затяжки болтов крепления головки цилиндров
- Проблемы при оплате банковскими картами
- Схема затяжки головки блока двигателя д 245
- Сцепление автомобиля ГАЗ-3309, ГАЗ-3308, ГАЗ-33081 Садко для дизельного двигателя
- Двигатель Д-245
- Направление поршня при установке
- Какой стороной ставится шатун мтз
- Установка прокладки ГБЦ д 240
- Модификации
- Детали и расходники
Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
Проверка зазора между клапанами и коромыслами
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60°С) должен быть:
1) впускные клапаны — 0,25 мм;
2) выпускные клапаны — 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
Рисунок 2 — Регулировка зазора в клапанах.
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии. При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня.
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Нормативное усилие не должно превышать 60 Н/м, при повышенном сопротивлении вращению необходимо найти причину неисправности.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.

Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Прокладки головки цилиндров должны быть смазаны с двух сторон графитовой пастой, состоящей из 60 % моторного масла и 40 % графита (по массе). На металлические окантовки отверстий под гильзы должны быть надеты фторопластовые кольца.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.

Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
ЗИЛ-5301. Проверка затяжки головки блока цилиндров и регулировка клапанов Д-245Е3
содержание .. 130 131 132 133 134 135 136 137 138 139 140 ..
Проверка затяжки болтов крепления головки цилиндров
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Установка головки цилиндров и клапанного механизма Д-245

— впускные клапаны — 0,2 +0,05 мм;
— выпускные клапаны — 0,45-0,05 мм.

— провернуть коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулировать зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора).

Проверка затяжки болтов крепления головки цилиндров
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке: – снимите колпак и крышку головки цилиндров;
– снимите ось коромысел с коромыслами и стойками;
– динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.
Момент затяжки -220±10 Нм.

Рисунок 1 – Схема последовательности затяжки болтов крепления головки цилиндров
1. При проведении ремонта двигателя со снятием головки блока цилиндров, при установке головки необходимо использовать новую прокладку. Повторная установка б/у прокладки не допускается.
2. Аккуратно очистить прилегающие поверхности головки и блока цилиндров от имеющихся пригаров уплотнительной массы прокладки, масла, грязи и т.п. 3. Аккуратно прочистить грязь и масло из отверстий для крепежных болтов головки, выполненных в блоке цилиндров.
4. Проверить прилегающие поверхности блока и головки цилиндров на отсутствие повреждений (раковин, трещин, царапин).
7. Осторожно извлечь из упаковки и установить прокладку на блок цилиндров.
8. Установить головку цилиндров и новые болты крепления.
9. Резьбовую часть болтов, а также опорную плоскость головки болта перед установкой смазать моторным маслом. 10. Вставить болты и завинтить усилием руки. Далее затянуть болты крепления головки цилиндров по схеме следующими этапами:
— снимите колпак и крышку головки цилиндров;
— снимите ось коромысел с коромыслами и стойками;
— динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.

Рисунок 1 — Схема последовательности затяжки болтов крепления головки цилиндров
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Если у Вас остались какие-либо вопросы, вы можете их задать, воспользовавшись формой обратной связи, или написать нам письмо на

Схема затяжки головки блока двигателя д 245
Полный модельный ряд: ГАЗ-3307, 53, ГАЗ-3309, ГАЗ-66, 3308, 33081, 33086, ГАЗ-33104
Сцепление автомобиля ГАЗ-3309, ГАЗ-3308, ГАЗ-33081 Садко для дизельного двигателя
Сцепление автомобиля ГАЗ-3309, ГАЗ-3308, ГАЗ-33081 Садко (дизельный двигатель Д-245) постоянно замкнутое, однодисковое, сухое, с центральной нажимной диафрагменной пружиной и демпферным устройством на ведомом диске. Нажимной диск 19 (рис. 1) соединен с кожухом 10 тремя группами пластин.
Сцепление и механизм выключения ГАЗ-3309, ГАЗ-3308, ГАЗ-33081 Садко расположены в картере 21 сцепления, который крепится к заднему листу двигателя десятью гайками 16 шпилек и болтом, под которые установлены конические пружинные шайбы 15 выпуклой стороной к гайкам и головке болта.
Центрирование картера сцепления относительно оси коленчатого вала двигателя осуществляется с помощью двух штифтов 20, запрессованных в картер сцепления. На картере сцепление установлены кронштейны 6 задних опор двигателя, которые крепятся болтами 5.

Рис. 1. Сцепление ГАЗ-3309, ГАЗ-3308, ГАЗ-33081 Садко (дизельный двигатель Д-245)
1 маховик; 2, 5 — болты; 3 — вилка; 4 — задняя подушка; 6 — кронштейн задней опоры двигателя; 7 — защитное кольцо; 8 — муфта сцепления; 9 — заклепка фрикционной на¬кладки; 10 — кожух; 11 — опорное кольцо; 12, 20 — штифты; 13 — подшипник; 14 — первичный вал коробки передач; 15 — шайба; 16 — гайка; 17 — ведомый диск; 18 — тарельчатая нажимная пружина; 19 — нажимной диск; 21 — картер сцепления
Зазор между нажимной пружиной 18 и подшипником муфты 8 отсутствует, поэтому внутреннее кольцо подшипника вращается с частотой вращения коленчатого вала двигателя. В процессе эксплуатации сцепление не требует регулировок.
Привод управления сцеплением ГАЗ-3309, ГАЗ-3308, ГАЗ-33081 Садко — гидравлический. Главный цилиндр сцепления 15 (рис. 2), закрепленный на щитке передка кабины, приводится в действие подвесной педалью 20.
Главный цилиндр сцепления ГАЗ-3309, ГАЗ-3308, ГАЗ-33081 Садко соединен шлангом 2 с одной из секций трехсекционного питающего бачка 1, снабженного датчиком сигнализатора аварийного падения уровня тормозной жидкости (две другие секции бачка питая гидравлический привод двухконтурной рабочей тормозной системы).
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.
Направление поршня при установке
Обычно отверстия под пальцы имеют смещение относительно вертикальной оси поршня в одну сторону. Поэтому поршня имеют направление, в какую сторону они должны быть обращены. На них имеется стрелка указывающая направление в сторону переда двигателя. Либо имеется надпись «Вперед» или «назад».
На поршнях ММЗ д 240 и других модификациях направления установки поршней нет. Отверстия поршневых пальцев сделаны строго по центру вертикальной оси. Поэтому направление поршня не имеет значения. Но имеет значение расположение шатунов.
Какой стороной ставится шатун мтз
Шатуны устанавливаются на палец поршня совместно поршнем. Стопорное кольцо уже установлено. С одной стороны. Осталось вставить палец в поршень с противоположной стороны от стопорного кольца и вставив шатун внутрь поршня установить палец на место. После этого стопорится кольцо с другой стороны пальца. Затем можно устанавливать поршневые кольца. Как было описано выше.
Установка прокладки ГБЦ д 240
Перед установкой прокладки необходимо тщательно очистить поверхности головки и блока цилиндров. От грязи и возможных остатков старой прокладки. Очищать поверхности лучше при помощи ножа. Он не повредит поверхности. Нельзя этого делать наждачной бумагой и тем более лепестковыми кругами. После их применения поверхности придут в негодность. Их необходимо будет фрезеровать. Даже незначительные углубления приведут к прорыву газов. А наждаком и даже металлической щеткой на болгарке их очень легко сделать.
В сучае если на двигателе установлена турбина. Требуется устанавливать фторопластовые кольца.
Турбина создает повышенное давление в камере сгорания. В результате чего увеличивается температура сжимаемого воздуха и его количество. Увеличивается и температура горения топлива в камере сгорания. Фторопластовые кольца выдерживают повышенные температуры. И защищают металлические части прокладки от прогорания.
Ставятся они очень просто. Наружные кромки колец имеют углубление. Его необходимо расширить. Получится паз. Этот паз устанавливается в прокладку по кругу. Лишний конец кольца обрезается.
Модификации
Порядок регулировки клапанов идентичен и для других модификаций серии. Среди них также Д-245-06. Двигатель имеет показатели мощности 105 лошадиных сил, четыре цилиндра и свободный атм. впуск. Модель ставится на тракторы МТЗ 100/102. В комплектации мотор оснащен СТ-142Н стартером, генератором, а также компрессором, насосом шестеренчатого типа, помпой и муфтой сцепления.
Данная установка имеет рядное местоположение цилиндров и турбинную систему наддува. Мотор устанавливается на машины МАЗ-4370 и оборудован стартером на 24 вольта, компрессором с турбиной, водяным, масляным и шестеренчатым насосом.
Муфта – однодисковая. Модификация имеет мощность 108 «лошадок» и рядное расположение цилиндров. Монтируется на ЗИЛ 130. Мотор Д-245 оснащен топливным насосом и пневматическим компрессором. В комплектацию ГРМ входят крепежные элементы, шайбы, гайки, толкатели, распредвалы, тарельчатые фиксаторы. —
Детали и расходники
Капитальный ремонт двигателя своими руками: пошаговая инструкция Инструменты:
Детали и расходники:
1. Вставьте шатун в поршень так, что бы приливы на шатуне были обращены в сторону задней части поршня.
На передней части днища поршня выполнена метка в виде лунки.
3. Установите стопорные кольца поршневого пальца в канавки поршня.
4. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.
5. Порядок установки колец следующий: сначала устанавливают составное маслосъемное кольцо (замок кольца должен находиться с противоположной стороны от замка разжимной пружины), затем нижнее компрессионное кольцо и, наконец, верхнее.
6. Сориентируйте кольца, как показано на рисунке. Установите кольца на остальные поршни.
Расположение замков поршневых колец перед установкой поршня в цилиндр:
1 — расширителя маслосъемного и верхнего компрессионного колец;
2 — верхнего маслосъемного кольца;
3 — нижнего компрессионного кольца;
4 — нижнего маслосъемного кольца.
Устанавливайте нижнее компрессионное кольцо маркировкой вверх.
7. Установите вкладыш в шатун, совместив установочный усик вкладыша с выемкой на шатуне.
8. Смажьте моторным маслом зеркало цилиндра, поршень, поршневые кольца и шатунный вкладыш.
9. Установите на поршень оправку для сжатия колец и, вворачивая винт, сожмите кольца.
10. Проверните коленчатый вал так, чтобы его шатунная шейка, на которую монтируют шатунно-поршневую группу, установилась в ВМТ. Установите поршень цилиндра в соответствии с маркировкой номера цилиндра на шатуне.
11. Нажмите (например, рукояткой молотка) на поршень и сдвиньте его из оправки в цилиндр до момента установки нижней головки шатуна на шатунной шейке коленчатого вала. Аналогично установите поршни в остальные цилиндры.
При установке поршней в цилиндры метки (лунки) на поршнях должны быть обращены к передней части двигателя.
При установке поршня плотно прижимайте приспособление для сжатия поршневых колец к блоку цилиндров, иначе будут сломаны поршневые кольца.
Устанавливайте поршень в цилиндр осторожно, чтобы нижней головкой шатуна не повредить шатунную шейку коленчатого вала
12. Установите шатунные вкладыши в крышки шатунов, совместив установочный усик вкладыша с выемкой на крышке.
13. Смажьте моторным маслом шатунные вкладыши в крышках шатунов и шатунные шейки коленчатого вала.
14. Установите крышку шатуна, соединив шатун с шейкой коленчатого вала.
Крышку шатуна устанавливайте таким образом, чтобы маркировки номера цилиндра на шатуне и на крышке расположились с одной стороны.
15. Смажьте моторным маслом резьбу болтов и гайки крепления крышки шатуна.
16. Навинтите гайки шатунных болтов, не затягивая их окончательно.
17. Затяните гайки шатунных болтов моментом 13,7-15,7 Н-м (1,4-1,6 кгс*м).
18. Доверните все гайки на 35-40° по часовой стрелке.
19. Проверьте легкость перемещения шатунов вдоль шатунных шеек. При заедании отверните гайки шатунных болтов и повторно затяните их, как описано в пп. 17,18.
20. Проверьте плоским щупом боковые зазоры между шатунами и щеками кривошипов коленчатого вала. Номинальный зазор 0,200-0,470 мм, предельно допустимый — 0,5 мм. Если боковой зазор больше предельно допустимого, замените шатун и/или коленчатый вал.
21. Установите снятые детали в порядке, обратном снятию.
После сборки двигателя рекомендуется провести его обкатку на стенде. Поскольку вне специальных ремонтных организаций это сделать невозможно, после установки двигателя на автомобиль обкатайте его по упрощенному циклу следующим образом:
1. Залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений.
2. Пустите двигатель и дайте ему поработать без нагрузки по следующему циклу:
He доводите работу двигателя до максимальных режимов.
Во время работы проверьте герметичность двигателя и его систем, давление масла, обратите внимание на наличие посторонних шумов
4. Если обнаружены посторонние шумы или другие неисправности, остановите двигатель и устраните их причины.
5. Начав эксплуатацию автомобиля, соблюдайте режимы, предусмотренные для периода обкатки нового автомобиля.
В статье не хватает:
Качественных фото ремонта



